 Skip to content
Skip to content 
With the continuous development of our country’s economy. Market competition in the field of packaging label printing is becoming increasingly fierceInk is a major consumable in the printing production process.
What is the recent development and prospects of the ink market? Let’s have a deep look.
↓↓↓
I.Ink Glabal Market Analysis:
According to the latest research report “The Future of Global Printing to 2026” by the Smithers Peale Institute, a global authoritative market research institution, ink consumption remains consistent with printing volume. The total product volume in 2021 will be 3.17 million tons, and the market size will be 39 billion US dollars, accounting for 5.2% of the total printing market size. By 2026, production will increase slightly to 3.51 million tons, and the market size will reach US$50.6 billion by then.

In recent years, with the growth of packaging and continuous innovation in the food market, packaging inks have become the fastest growing segment of the ink industry. To meet the needs of packaging printers and their customers, brand owners and ink companies are developing sustainable solutions to meet the changing needs of printers and their customers. Well-known ink giants such as Siegwerk, Flint and Sakata Ink have launched new products.
01 Siegwerk launches new generation NC ink
Siegwerk, a German manufacturer of printing inks and coatings for the label and packaging industry, has launched a new generation of NC inks for flexible packaging applications. It is reported that the ink is produced at Siegwerk’s German headquarters using “state-of-the-art production equipment” and is available in color and transparent types, suitable for flexo and gravure printing on various flexible packaging. Siegwerk says the range’s formulations are “optimized to match the latest production technologies and current market trends.” The system’s versatility and flexibility make it “a truly multipurpose solution for belt There is surface and reverse printing for laminate applications.”

02 Sun Chemical expands SunColorBox offerings with launch of SunConnect
Sun Chemical has launched SunConnect, the latest addition to the SunColorBox solution designed specifically for the flexo corrugated printing market. SunConnect is an accurate digital color communication tool that enables converters to communicate color match requests and quality control data directly on the press via smartphone, tablet or desktop. This is an entry-level digital color management solution that gives converters the opportunity to upgrade to Sun Chemical’s SunColorBox in the future. This is a unique set of tools and services that enable consistent and accurate digital color communication throughout the packaging supply chain. These applications and services are designed to support packaging printers and converters in fully optimized digital processes to consistently produce brand colors anywhere in the world.
03 INX International launches $50 million venture capital fund
INX International Ink, a wholly-owned subsidiary of Sakata Ink, recently announced that it will establish the INX Venture Capital Project to make minority equity investments in technology and materials science startups that are strategically relevant to the printing ink and coatings value chain. INX Ventures will be a $50 million investment program focused on sustainability and circular economy solutions, digital printing, business and manufacturing automation, and services for brand owners.
Although the packaging and packaging ink market faces many challenges such as raw materials and logistics, with the budding economic recovery, these ink industry leaders have seen the strong trend of sustainable packaging and corresponding sustainable inks and coatings, and are already working on Developing economically viable solutions to increase the circularity of packaging will drive sustainability across the industry.
II.Which inks will be the most popular in the future?
It is obvious that “environmental protection ink and green printing” have become the theme of the development of the ink printing industry. Reducing energy consumption and reducing carbon emissions in the printing industry through the improvement of ink technology is an inevitable choice to ensure that the entire industry is more in line with the trend of green environmental protection. At present, many green inks have been put into use, which have been transformed into productivity and created social benefits. Of course, there are still many green ink technologies that require further efforts to develop and promote. Next, we will introduce several currently popular green ink products.
Lithographic ink
Among various printing methods, offset lithographic inks account for close to 50% in my country, still occupying a dominant position and will develop steadily in the next 20 years. There are two main printing methods: offset sheet-fed printing and offset web printing. At present, environmentally friendly inks must be used in foreign countries for food and medical packaging and printing, such as aromatic-free and solvent-free (soybean oil type) lithographic offset printing inks.
Water-based ink
Water-based ink is an environmentally friendly printing ink recognized by the world’s printing industry. It has the most development prospects and is also the best target for our efforts to develop and promote. In recent years, water-based inks have developed rapidly and are widely used in the international market. The biggest difference between water-based ink and solvent-based ink is that the solvent used in the former is water instead of organic solvent. Water-based ink does not affect human health, does not pollute the environment, and is not easy to burn. It is especially suitable for printing packaging of food, medicine, children’s toys, etc.
UV ink and EB ink
UV ink is an ink that uses ultraviolet light energy of different wavelengths to quickly dry the ink film under ultraviolet irradiation. UV ink is 100% film-forming, with no solvent evaporation, and the ink film has excellent abrasion resistance and chemical resistance.
EB ink is an electron beam curable ink. Since electron beam rays have much greater energy than ultraviolet rays, EB ink can be cured and dried without adding a photosensitizer. In addition, EB ink also has significant wear resistance, scratch resistance and non-skinning properties, making it a high value-added product.
Digital printing ink
Nowadays, digital printing has become a new development trend in the field of packaging and advertising printing at home and abroad. A considerable number of digital printing machines have also been imported into the country. In order to make the digital printing machine adapt to the requirements of high-speed printing and achieve good printing quality, digital printing ink is very important.
Adoption of Nanotechnology
Nanotechnology is a rapidly developing high-tech technology and has begun to be applied in the field of ink manufacturing. If the resin binders, pigments, additives and desiccants in the ink are replaced with nanoscale materials, the ink made in this way has better fluidity and wettability, can save raw materials, reduce costs, and obtain Excellent printing effect.
III.How to use ink to make your packaging “OUT OF CIRCLE”? ink
More and more self-adhesive label printing companies are using some special processes to increase the added value of their products, among which the application of special inks is an important means.
Metallic effect ink
The application of metallic effects is particularly common on high-end cosmetics and wine labels. Traditional processes generally use aluminum foil self-adhesive materials for printing, which is expensive. If the printing process on coated paper is used to replace the printing on aluminum foil self-adhesive materials, the replacement effect is not ideal. Mirror silver ink can achieve the same metallic effect as aluminum foil self-adhesive materials after printing. This ink is usually used in gravure printing equipment, so it is more suitable for combined label printing equipment with gravure printing units.
In addition to mirror silver ink, pearlescent effect ink contains pearlescent pigments of various diameters and colors, which can make the ink present a pearlescent metallic luster effect after printing. Patterns printed with pearlescent ink will have pearlescent luster and a certain degree of discoloration at different angles. Therefore, it is often used in daily chemical and cosmetic label printing to highlight the characteristics of the product. For example, pearlescent ink is used to print specific patterns on cosmetic labels such as pearl cream, which will show a strong decorative effect.
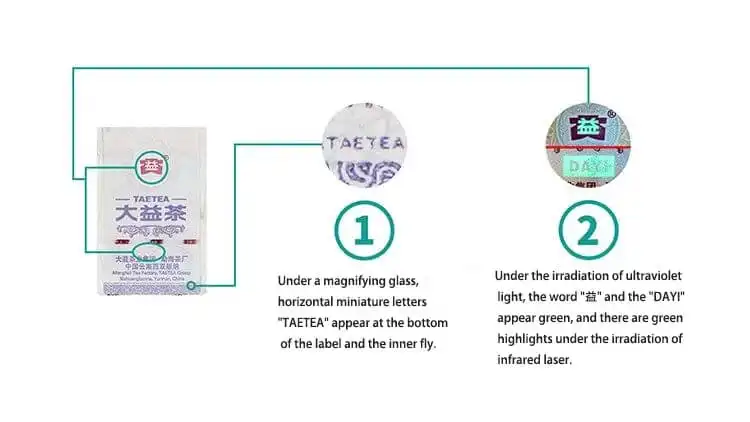
Infrared laser ink
Infrared laser ink refers to ink that is invisible under natural light and displays green or red under infrared light. With the special characteristics of this ink, this ink is often used to print anti-counterfeiting patterns.
Laser marking ink
Laser marking ink is white, and will form a white color block when printed on the surface of the substrate. When a low-energy C02 laser irradiates the color block, the area irradiated by the laser will turn black, forming a preset pattern. text, which is equivalent to printing information on a base layer printed with special ink by laser. The information printed using this process can be stored for a long time without problems such as blurred information and label falling off.

Glow-in-the-dark ink
Luminous ink refers to an ink that adds phosphor to the ink so that the ink absorbs and stores light energy under sunlight, and then releases light energy and continues to glow in a dark environment. At present, luminous ink is mainly used for some cosmetics and gift label printing. Because luminous ink has magical effects, if combined with clever art design, the product will be unique and stand out. For example, some labels printed with moon and star patterns will appear when printed with luminous ink at night. Luminous, especially attracting consumers’ attention.

Refractive ink
Refractive ink is also called optically variable ink, which means the ink will change into different colors under different light angles. The most common one is the optically variable digital pattern on the RMB. Optically variable inks are mainly used in the field of anti-counterfeiting printing. Of course, they are also used in the field of self-adhesive labels. For example, a high-end wine label uses optically variable ink from purple to green to print product badges. This design can not only prevent counterfeiting function, and can also improve the quality of the product. Due to the particularity of optically variable inks, the colors of inks produced by different ink manufacturers may vary, so the color of this ink is difficult to imitate.

Tactile ink
The tactile ink will automatically bulge after printing, and people will have an obvious tactile sensation when touching the label products printed with this ink. There are many types of tactile inks. According to the glossiness of the ink, they can be divided into two categories: bright and matte tactile inks. According to the drying method, they can be divided into two categories: UV and water-based dry tactile inks. Among them, the UV-dried tactile ink is relatively hard after drying and has a relatively obvious touch feeling. The water-based tactile ink is relatively soft after drying. It is suitable for some specially designed products. For example, if there are raindrops on some product patterns, Then you can use this ink to make the raindrops more three-dimensional and tactile. In addition, tactile inks are often used for Braille pattern printing.
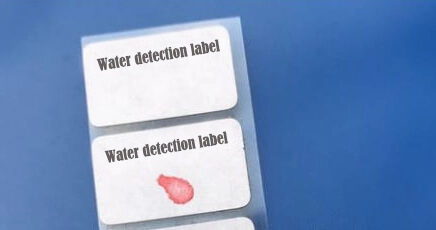
Liquid variable ink
Liquid-changing ink will change when it comes into contact with specific liquids. For example, it will change from colorless to red when it encounters ammonia, and it will change from colorless to orange when it encounters bleach. Most liquid-changing inks are used in anti-counterfeiting processes, and some liquid-changing inks that change when exposed to water are used to print some special labels. For example, some patterns are printed first, and then a layer of ink is printed that changes from white to transparent when exposed to water. The pattern is covered so that the print will reveal the hidden pattern underneath the ink when exposed to water. It should be noted that this process is reversible. Once the water evaporates, the ink will change from transparent to white again, covering up the pattern underneath the ink again.
Temperature changing ink
Thermochromic ink is an ink whose color changes when the temperature changes. Temperature-changing inks can be divided into two types: reversible and irreversible. Among them, reversible temperature-changing inks are divided into high-temperature variable inks and low-temperature variable inks: high-temperature variable inks usually change from colored to colorless when the temperature rises. ; Low-temperature variable ink usually changes from colorless to color when the temperature decreases. Irreversible temperature-changing ink usually changes from colorless to colored when the temperature rises.

Scented ink
Tiny capsules containing fragrance are added to the scented ink. The scent will appear after the ink is rubbed after printing, because the tiny capsules will be squeezed during friction to release the essence in the capsule. There are many scent types to choose from for scented ink, the more common ones include fruit scent, floral scent, food scent, etc.

Most scented inks are printed using flexographic printing. This kind of ink has a wide range of applications. It can be applied to cosmetics, food, and wine labels. Customers can customize the scented ink they want from the ink supplier according to their own needs, and then print it. It is applied to product labels. Since scented ink can intuitively let consumers feel the taste attributes of the product, printing labels with this ink can also achieve better experience and advertising effects.
In addition to using ink technology innovation to obtain new profit growth points, printing companies should also focus on reducing costs. As we all know, the cost of printing consumables accounts for the vast majority of printing costs, so controlling the cost of consumables is crucial to reducing printing costs. The cost control of ink is mainly through reducing the purchase cost and usage cost. Here are some tips on how to reduce ink loss, reduce costs and increase efficiency during the printing process. During the printing process, if the consumption of printing ink can be estimated in advance, the loss of printing ink can be reduced to a great extent. We should first understand what factors will affect the consumption of ink during printing.
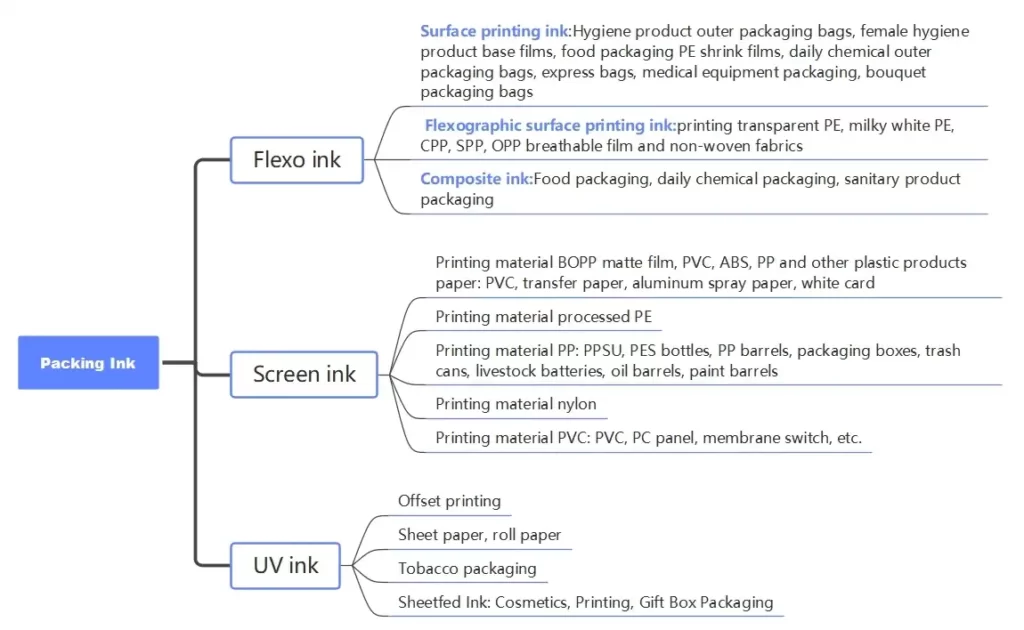
IV.Ink production for different packaging industry
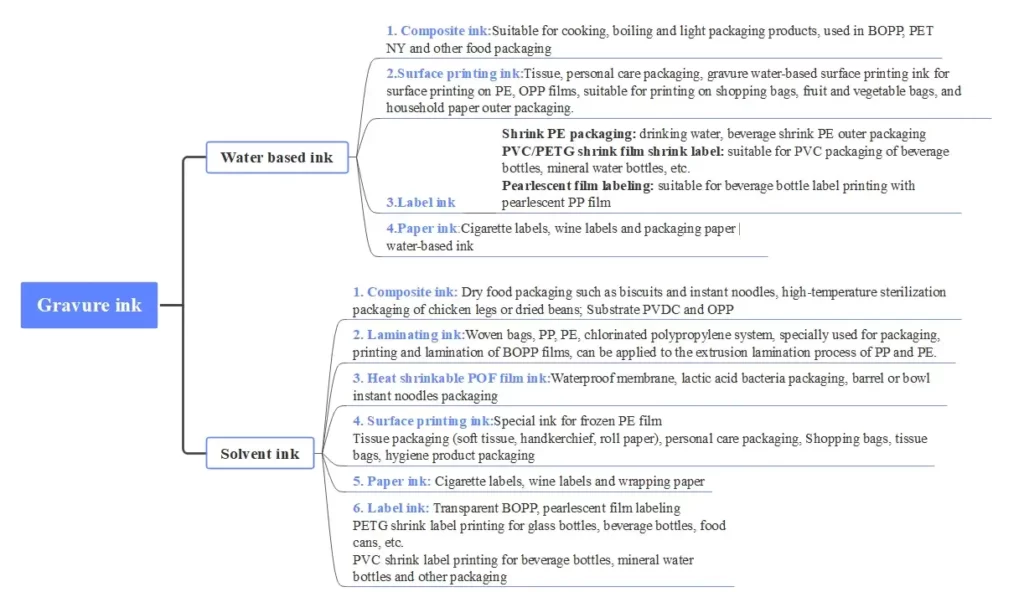
The ink product series covers gravure inks, flexographic inks, offset inks, screen inks and UV inks, which can be used for printing packaging carriers of different materials.
Below are the specifications:
V.Dispersing and grinding&Packing for ink making production line
According to Z-mixer experience, different Ink Production Plant will need different dispenser ink or grinding machine. Put it simple. For flexo ink and screen printing ink, will need single shaft, high speed dissolver is ok. Some ink like UV ink offset ink, better use dissolver with scraper or butterfly mixer.
For grinding part, normally horizontal sand mill is ok, but grinding machine for offset ink will need bead mill work together with triple troll mill to make the ink more smooth look and very fineness.
Below are the machines for reference.
First step: ink dissolving/dispersing machine
High speed dissolver
High speed dissolver with scraper
Second step: ink grinding mill
Disk horizontal sand mill
Pin horizontal sand mill
High-Viscosity Superfine Bead Mill
Three roll mill
Third Step: ink filling machine
Semi-automatic ink filling machine
Automatic ink packaging machine
Above machines are floor type, if you will have big production capacity, Z-mixer will also can design ink reaction kettle and EPC project. You can tell us request details about your Printing Ink Manufacturing Plant, our engineer team will work out the solution and give best offer.
V.6 tips to save printing inks and paste during packaging process
01 Minimum amount of ink for printing press
During the printing process, the ink will be dispersed and transferred to many different rollers that pass through, and finally printed on paper. Therefore, when the ink is put into the printing press, it cannot be completely transferred to the paper. Some of the ink loss is covered by the rollers on the printing press and is not used for printing.
Since the ink fountain also needs to reserve a certain amount of ink to maintain a stable ink supply, the ink consumption on the roller and in the ink fountain should be included in the calculation. This amount can theoretically be understood as the minimum ink volume of the printing press (minimum ink supply). Amounts are affected by the brand/model of printing equipment).

02 Printing area
The amount of ink in a printed matter is directly proportional to the spot color area. The larger the spot color area, the higher the ink consumption. Therefore, we use the spot color area of the print for ink volume calculations. If the pattern of the printed area is regular, it is easy to use graphical formulas in mathematics to calculate the area; if the pattern of the printed area is irregular, the following method can be used to calculate:
①Step one: Copy the pattern on copy paper;
②Step 2: Cut out the pattern from the copy paper;
③Step 3: Place the cut out pattern on a scale to calculate the weight;
④Step 4: Cut the blank copy paper into a 10cm*10cm rectangle;
⑤Step 5: Place a 10cm*10cm (100cm²) rectangle on the scale to calculate the weight;
⑥Step 6: The pattern area can be calculated by the following formula: pattern area = (100x pattern weight)/block weight.

03 Quantity of printed matter
The consumption of ink is closely related to the quantity of printed matter, and the consumption of ink is directly proportional to the quantity of printed matter.
04 Ink loss rate
Generally, during the printing process, in addition to part of the ink that is lost on the roller, part of the ink is also lost during the printing effect test. In addition, because the ink consumption rate can also be used to adjust the error in the calculated ink volume, the staff can also decide whether to evaluate it.

05 Thickness of printing ink
The thickness of printing spot color ink does not directly represent the printing density, so it cannot be calculated using general density measurement methods. Because the thickness of the ink is relatively thin, when the thickness cannot be measured with a density meter or ruler, an indirect method can be used to calculate it with the help of an ink qualitative meter or an ink spreader. The thicker the spot color ink is, the greater the ink consumption will be. Therefore, before printing, you must first determine the printing thickness of the ink in order to calculate the ink consumption.
06 Ink specific gravity
The specific gravity of ink is the ink consumption of 1cm³.
Calculation formula for printing ink consumption (estimated):
Ink consumption (grams) (unit of 1 print) = ink specific gravity * printing area * ink thickness
Ink consumption formula during production (estimated):
Production ink consumption (g) = single ink consumption * printing quantity + ink loss + minimum ink consumption of the printing press
VI.Conclusion
In the realm of packaging, innovation plays a pivotal role in enhancing visibility and differentiation in a cluttered market. With the introduction of modern Ink Production Plants and the evolution of the Paint Production Line ink, a transformative shift in the packaging ink domain is evident. Central to this transformation is the advanced Disperser machine paint ink and also nano grinding technology, which optimizes the dispersing and grinding process, enabling a finer quality and consistency in ink production. By harnessing these state-of-the-art techniques and machinery, brands can create vibrant, nuanced, and unique packaging that not only protects the product but also tells a captivating story. As the industry continues to evolve, one thing remains certain: brands willing to experiment and push boundaries with their packaging will always stand out from the crowd.
