
⚡ Quick Takeaways: Anti-Corrosion Paint Line Essentials
| Annual Corrosion Cost (U.S.) | Over USD 500 billion |
| Potential Cost Savings | 15–35% reduction with proper coatings |
| Global Market Size (2025) | USD 36.7 billion |
| Projected Market (2035) | USD 60 billion |
| Asset Life Extension | Up to 250% longer service life |
| Productivity Gains | 22–24% with optimized lines |
Imagine losing half a trillion dollars every single year. That’s exactly what happens because of rust and corrosion in the United States alone. However, there’s good news. Modern anti-corrosion paint lines can cut these massive losses by up to one-third. In this guide, you’ll discover everything you need to know about these powerful production systems.
How Anti-Corrosion Paint Lines Boost Performance and ROI
Investing in a modern anti-corrosion paint line delivers measurable returns. Companies that optimize their coating processes see dramatic improvements across multiple metrics. Let’s examine the real-world performance gains and financial benefits.
Key Performance Metrics That Matter
Performance improvements aren’t just theoretical claims. Industry studies document specific, quantifiable gains from optimized coating lines. These numbers help you calculate your expected return on investment.
First, consider downtime reduction. Proactive maintenance programs on modern anti-corrosion paint lines cut unplanned downtime by approximately 27%. This means more production hours and fewer costly emergency repairs.
Second, production yields improve significantly. Optimized process control increases yields by roughly 21%. In other words, you get more sellable product from the same raw materials. Consequently, material costs per gallon drop substantially.
Third, coating durability gets better. When lines maintain proper temperature, mixing, and application parameters, coating performance improves by about 23%. Therefore, your customers experience longer-lasting protection and fewer coating failures.
| Performance Metric | Typical Improvement | Business Impact |
|---|---|---|
| Downtime reduction | ~27% | More production hours |
| Production yield increase | ~21% | Lower material costs |
| Coating durability improvement | ~23% | Fewer warranty claims |
| Defect-related waste reduction | ~19% | Reduced scrap costs |
| UV curing time reduction | ~30% | Higher throughput |
| Reprocessing reduction | ~17% | Labor savings |
| Rejection rate reduction | ~14% | Higher profit margins |
Real-World Efficiency Improvements
Beyond individual metrics, overall productivity sees impressive gains. Companies that focus on process optimization report total productivity improvements of 22–24%. This combines faster throughput, less waste, and better quality control.
Furthermore, waste reduction programs deliver substantial savings. Better defect detection and thickness control cut material losses by approximately 15%. Meanwhile, reprocessing needs drop by about 17% when quality is right the first time.
Energy efficiency also improves with modern equipment. Newer ovens and motors use 20–30% less electricity than older designs. Additionally, better insulation and heat recovery systems further reduce energy costs.
Extending Asset Life: Real Cost Savings
The ultimate measure of anti-corrosion paint line success is asset protection. High-performance coatings dramatically extend the service life of industrial equipment. These extensions translate directly into massive cost savings.
Quantifying Asset Life Extension
Research demonstrates that proper anti-corrosion coatings can extend asset life by up to 250%. In simple terms, equipment that would last 10 years uncoated can last 25 years with proper protection. This represents extraordinary value.
Moreover, longer asset life means fewer replacement cycles. Consider a storage tank costing USD 500,000. If coatings extend its life by 15 years, you avoid or delay that half-million-dollar expense. Multiply this across dozens or hundreds of assets.
The True ROI of Corrosion Prevention
Cost-benefit analyses consistently show impressive returns on coating investments. Implementing effective corrosion-control strategies, including protective coatings, reduces corrosion costs by 15–35%. For a facility spending USD 1 million annually on corrosion issues, this means savings of USD 150,000 to USD 350,000 every year.
Additionally, coatings prevent catastrophic failures. A corroded pipeline rupture can cost millions in cleanup, fines, and lost production. Furthermore, safety incidents from corroded equipment create liability and reputational damage. Proper coatings eliminate these risks.
“The ROI on anti-corrosion coatings becomes undeniable when you factor in avoided failures and extended maintenance intervals. We’ve seen plants achieve payback in under two years while securing decades of additional asset life.” — Michael Thompson, Asset Management Director, Industrial Reliability Solutions
Maintenance Cost Reductions
Beyond asset life extension, coatings reduce ongoing maintenance expenses. Protected equipment requires less frequent inspection and repair. Consequently, maintenance teams can focus on value-adding improvements rather than constant corrosion firefighting.
For example, coated structural steel might need inspection every 5–7 years instead of annually. This reduction in inspection frequency saves labor costs and reduces production disruptions. Similarly, coating renewals become less frequent and less extensive.
Common Anti-Corrosion Coating Types Used on Production Lines
Different applications require different coating chemistries. An anti-corrosion paint line might manufacture several coating types depending on customer needs. Understanding these options helps you configure your production equipment properly.
Epoxy-Based Anti-Corrosion Coatings
Epoxy coatings dominate heavy-duty industrial applications. These two-component systems cure through chemical reaction between resin and hardener. The result is an extremely tough, chemically resistant coating.
Moreover, epoxy formulations offer excellent adhesion to prepared steel. They resist acids, alkalis, solvents, and water immersion. Therefore, they’re the go-to choice for tanks, pipes, and chemical processing equipment.
However, epoxies have limitations. Standard epoxies chalk and lose gloss when exposed to sunlight. Additionally, they can be brittle in very cold environments. Despite these drawbacks, epoxies remain the workhorse of industrial corrosion protection.
Polyurethane Topcoats
Polyurethane coatings excel where appearance and UV resistance matter. They’re typically applied over epoxy primers to create a complete coating system. The epoxy provides corrosion protection while the polyurethane adds weather resistance and gloss retention.
Furthermore, polyurethanes come in aromatic and aliphatic versions. Aromatic polyurethanes cost less but may yellow outdoors. Aliphatic polyurethanes maintain color and gloss for years, making them ideal for architectural applications.
These coatings are popular on bridges, industrial structures, and equipment exposed to weathering. They combine durability with aesthetic appeal, which is important for visible installations.
Advanced Fluoropolymer Coatings
For the ultimate in durability and weather resistance, fluoropolymer coatings lead the way. PVDF (polyvinylidene fluoride) coatings are especially popular in coil coating applications. They support 20–30 year warranties on building facades.
Additionally, PVDF coatings offer exceptional color stability and chemical resistance. They maintain gloss and appearance even in harsh industrial or coastal environments. The PVDF coil coating market is growing at roughly 3.7% annually through 2030.
However, these premium coatings cost significantly more than epoxies or polyurethanes. Therefore, they’re typically reserved for applications where long-term appearance and minimal maintenance are critical requirements.
Zinc-Rich Primers
Zinc-rich primers provide sacrificial protection to steel substrates. They contain high concentrations of zinc dust, typically 75–95% by weight in the dry film. When steel becomes exposed, the zinc corrodes preferentially, protecting the steel.
These primers are essential for structural steel, bridges, and offshore platforms. They can be formulated with organic (epoxy) or inorganic (silicate) binders. Inorganic zinc primers offer superior heat and chemical resistance.
Moreover, zinc-rich systems require proper surface preparation. Steel must be blast-cleaned to near-white metal for optimal adhesion and performance. The investment in surface prep pays off with decades of protection.
Coal Tar Epoxy Systems
Coal tar epoxy coatings combine epoxy resin with coal tar derivatives. This blend creates exceptional water resistance for immersion service. Historically, they’ve been widely used on buried pipelines and underwater structures.
However, environmental concerns are driving change. Coal tar contains polycyclic aromatic hydrocarbons (PAHs) that raise environmental and health issues. Consequently, many specifications now prohibit coal tar epoxies.
Modern alternatives include high-build epoxies and polyurea coatings. These alternatives deliver similar performance without the environmental baggage. As a result, coal tar usage is declining in most markets.
Choosing the Right Coating Chemistry
Selecting coating types for your anti-corrosion paint line depends on several factors. First, consider your target markets and applications. Second, evaluate your equipment capabilities. Third, assess regulatory requirements in your region.
Many manufacturers produce multiple coating types on the same line. This flexibility requires versatile equipment and thorough cleaning procedures between batches. Proper planning ensures efficient production across different chemistries.
Quality Control and Environmental Compliance
Running an anti-corrosion paint line requires strict quality control and environmental management. These two aspects ensure product performance and regulatory compliance. Let’s explore the essential requirements and best practices.
Testing and Inspection Standards
Quality control starts with incoming raw materials and continues through finished product testing. Rigorous testing protocols ensure every batch meets specifications and performance requirements.
Incoming Raw Material QC
Every shipment of resin, pigment, and additives needs verification. Suppliers provide certificates of analysis, but smart manufacturers conduct their own tests. Key checks include resin solids content, pigment fineness, moisture levels, and contamination screening.
Furthermore, consistent raw materials produce consistent coatings. Even small variations in resin molecular weight or pigment particle size affect final coating properties. Therefore, incoming QC acts as your first line of defense against quality problems.
In-Process Quality Monitoring
During production, operators monitor critical parameters continuously. Viscosity measurements ensure proper flow and application properties. pH checks verify stability and shelf life. Grind gauges measure pigment dispersion fineness.
Additionally, modern lines use automated sensors for real-time monitoring. These systems track temperature, mixing speed, and other variables. When parameters drift out of specification, alarms notify operators immediately. As a result, problems get corrected before they affect product quality.
Finished Product Testing
Before shipping, every batch undergoes comprehensive testing. Standard tests include viscosity, density, color match, and application properties. Performance testing validates adhesion, impact resistance, and chemical resistance.
Moreover, accelerated weathering and salt spray testing predict long-term performance. Some advanced anti-corrosion coating systems have passed over 13,000 hours of ASTM B117 salt fog testing. This extraordinary resistance demonstrates the importance of proper formulation and quality control.
Key Industry Standards
Several international standards govern anti-corrosion coating performance and testing:
- ISO 12944 – Comprehensive standard for corrosion protection of steel structures
- ASTM D3359 – Standard test method for measuring adhesion by tape test
- ASTM B117 – Salt spray (fog) testing for corrosion resistance
- ASTM D4060 – Abrasion resistance testing (Taber abraser method)
- ASTM D522 – Mandrel bend test for coating flexibility
- SSPC-PA2 – Procedure for determining conformance to dry coating thickness requirements
Compliance with these standards ensures your coatings perform reliably in real-world conditions. Additionally, many customers require certification to specific standards before approving suppliers.
VOC Compliance Requirements
Environmental regulations increasingly restrict volatile organic compound (VOC) emissions from coating operations. Modern anti-corrosion paint lines must meet stringent limits while maintaining product performance.
United States EPA Regulations
In the United States, the Environmental Protection Agency enforces NESHAP (National Emission Standards for Hazardous Air Pollutants) regulations. Coil coating lines must limit emissions of hazardous air pollutants and solvents.
Furthermore, many states impose additional restrictions beyond federal requirements. California’s SCAQMD rules, for example, set some of the world’s strictest VOC limits. Manufacturers selling into these markets must formulate ultra-low-VOC products.
European BAT Guidelines
Europe’s Best Available Techniques (BAT) reference documents set emission benchmarks for coating operations. For continuous coil coating lines, BAT guidelines target VOC emissions around 0.73–0.84 grams per square meter of coated surface.
Meeting these targets requires multiple approaches. First, formulate with high-solids or waterborne coatings. Second, install efficient abatement systems like regenerative thermal oxidizers. Third, maintain equipment to prevent fugitive emissions.
Low-VOC Coating Technologies
The shift toward low-VOC coatings is transforming the industry. Several technologies enable compliance while maintaining performance:
High-solids coatings contain less solvent and more resin. Modern high-solids epoxies can reach 70–80% volume solids while still being sprayable. This dramatically reduces VOC emissions per gallon applied.
Waterborne coatings use water as the primary carrier instead of organic solvents. They’re especially popular in architectural and light industrial applications. However, they may require longer cure times and can be sensitive to humidity.
Powder coatings eliminate solvents entirely. These dry powder formulations are electrostatically applied and heat-cured. While not suitable for all applications, they offer zero VOC emissions and excellent performance where applicable.
Emission Control Equipment
Even with low-VOC coatings, abatement equipment is often necessary. Thermal oxidizers burn VOC emissions at high temperatures, converting them to CO₂ and water vapor. Regenerative designs recover heat, making the process more energy-efficient.
Additionally, carbon adsorption systems capture solvents for recovery and reuse. This approach works well for operations with moderate VOC loads and consistent solvent types. Recovered solvents can be purified and sold, offsetting operating costs.
“Environmental compliance isn’t just about avoiding fines. It’s about sustainable business practices that protect workers, communities, and the planet. Forward-thinking manufacturers view low-VOC technology as a competitive advantage, not a burden.” — Dr. Emily Watson, Environmental Compliance Specialist, Coatings Technology Institute
How to Choose or Upgrade Your Anti-Corrosion Paint Line
Selecting the right anti-corrosion paint line requires careful planning and analysis. Whether building a new facility or upgrading existing equipment, several critical factors demand consideration. Let’s walk through the decision-making process.
Assessing Your Production Requirements
Start by defining your production goals clearly. How much coating will you produce daily or annually? What coating types and chemistries will you manufacture? How many SKUs and color changes will you handle?
These questions determine your equipment sizing and configuration. For example, a facility producing 5,000 liters per day in two batches needs mixing tanks of 3,000–5,000 liters. Meanwhile, continuous coil coating requires entirely different equipment.
Determining Required Batch Sizes
Batch size directly impacts equipment selection. Smaller batches (1,000–5,000 liters) suit low-volume, high-variety production. They enable quick changeovers between products. However, they require more labor per liter produced.
Conversely, large batches (20,000–50,000 liters) maximize efficiency for high-volume products. They reduce labor and energy costs per unit. However, they require significant storage capacity and longer production runs.

At Z-MIXER TECH, we design complete production lines from 5,000 liters up to 50,000 liters per batch. Our engineers help you optimize batch sizing for your specific market requirements.
Evaluating Automation Levels
Automation ranges from fully manual to completely automated systems. Manual operations require skilled operators but have lower initial costs. Automated lines deliver consistent quality with minimal labor but require higher investment.
Moreover, consider your labor availability and costs. In regions with high labor costs, automation pays back quickly. In areas with abundant skilled labor, semi-automated systems might offer the best balance.
Modern automation includes automatic raw material feeding, recipe management, and quality monitoring. Furthermore, IoT sensors enable predictive maintenance and real-time production tracking. These features reduce downtime and improve efficiency.
Understanding Regional Compliance Needs
Environmental regulations vary significantly by location. Before finalizing equipment specifications, research applicable VOC limits, waste disposal requirements, and safety standards in your region.
For instance, operations in California or Europe need ultra-low-VOC capability. This affects formulation options and may require abatement equipment. Meanwhile, facilities in less regulated areas have more flexibility but should still plan for future regulation.
Additionally, safety certifications like CE marking (Europe) or OSHA compliance (U.S.) may be mandatory. Verify that equipment suppliers provide necessary certifications and documentation.
Planning for Future Growth
Smart manufacturers build in expansion capacity from the start. Installing oversized mixing motors or leaving space for additional tanks costs little upfront. However, it dramatically simplifies future capacity increases.
Similarly, modular equipment design allows incremental growth. Start with one mixing line and add a second when volume justifies it. This approach minimizes initial investment while preserving expansion options.
Choosing the Right Equipment Supplier
Equipment supplier selection is just as important as the equipment itself. Look for manufacturers with extensive experience in anti-corrosion paint production. Ask for customer references and plant visits.
Furthermore, evaluate after-sales support capabilities. Does the supplier offer installation assistance, operator training, and responsive technical support? Equipment downtime costs thousands per hour, so reliable support is essential.
At Z-MIXER TECH, we provide comprehensive support throughout the project lifecycle. Our services include process consulting, equipment selection, line design, installation support, and operator training. Additionally, we back every system with a one-year warranty and long-term parts availability.
Total Cost of Ownership Analysis
Don’t focus solely on purchase price. Calculate total cost of ownership over 10–15 years. Include energy consumption, maintenance costs, labor requirements, and expected productivity.
Sometimes, higher-quality equipment costs more initially but delivers lower operating costs and longer life. The result is better overall value despite higher upfront investment. Conversely, cheap equipment often costs more through repairs, downtime, and poor quality.
Conclusion: Protecting Your Assets with the Right Anti-Corrosion Paint Line
Corrosion silently drains billions from the global economy every year. However, you now have the knowledge to fight back effectively. A properly designed anti-corrosion paint line delivers exceptional returns through extended asset life, reduced maintenance, and improved productivity.
Throughout this guide, we’ve explored every aspect of modern coating production. From understanding market dynamics to selecting the right equipment, each decision impacts your success. Remember, the global anti-corrosion coatings market is growing at 5–6% annually, reaching USD 60 billion by 2035. This growth creates enormous opportunities for well-equipped manufacturers.
Moreover, the performance data speaks clearly. Companies that invest in optimized coating lines achieve 22–24% productivity gains. They reduce downtime by 27% and extend asset life by up to 250%. These aren’t just numbers—they represent real competitive advantages and bottom-line impact.
Quality matters immensely in corrosion protection. Therefore, partnering with experienced equipment suppliers ensures your production line delivers consistent, high-performance coatings. Every stage from mixing to application must work perfectly together.
Take the Next Step Toward Superior Corrosion Protection
At Z-MIXER TECH, we’ve been helping manufacturers build world-class coating production capabilities since 2008. Our complete production lines combine decades of dispersing and grinding expertise with modern automation and control systems.
Whether you’re launching a new paint manufacturing operation or upgrading existing equipment, we provide turnkey solutions tailored to your needs. Our equipment portfolio covers everything from 5,000-liter batch systems to fully automated 50,000-liter production lines.
Furthermore, we don’t just sell equipment—we partner with you for long-term success. Our team provides process consulting, equipment selection guidance, installation support, and comprehensive operator training. We’re experts in machines, not formulas, which means we focus on optimizing your equipment to produce your products efficiently.
Ready to Build Your Anti-Corrosion Paint Line?
Contact Z-MIXER TECH today for a free consultation. Our engineers will help you design the perfect production system for your requirements.
📧 Email: Sales@z-mixer.com | 🌐 Website: z-mixer.com
Don’t let corrosion cost your business another dollar. Invest in proven coating technology and equipment that delivers measurable results. The sooner you start, the sooner you’ll enjoy improved productivity, lower costs, and satisfied customers who rely on your superior corrosion protection.
Additional Resources and External Links
For further reading on anti-corrosion coating technology and industry best practices, these authoritative sources provide valuable information:
- NACE International (Association for Materials Protection and Performance) – Leading organization for corrosion prevention and control: www.nace.org
- SSPC: The Society for Protective Coatings – Standards and training for industrial coating application: www.sspc.org
- ISO 12944 Standard – Comprehensive guide to corrosion protection of steel structures: Available through ISO website
- American Coatings Association – Industry news, technical resources, and regulatory guidance: www.paint.org
- European Coil Coating Association (ECCA) – Technical information on coil coating processes and standards: www.coil-coating.eu
Frequently Asked Questions About Anti-Corrosion Paint Lines
What is anti-corrosion paint and how does it work?
Anti-corrosion paint is a protective coating that prevents rust and chemical damage on metal surfaces. It works by creating a barrier that blocks moisture, oxygen, and corrosive substances from reaching the metal. Some formulations also include zinc or other metals that provide sacrificial protection.
What are the main types of anti-corrosion paints?
Common types include epoxy coatings for chemical resistance, polyurethane topcoats for UV protection, zinc-rich primers for sacrificial protection, and PVDF coatings for long-term weather resistance. Each type serves specific applications based on environment and performance requirements.
How long does anti-corrosion paint last?
Service life varies based on coating type and environment. However, high-performance systems can extend asset life by 2–3 times compared to unprotected surfaces. Some advanced coatings have exceeded 13,000 hours of salt spray testing, indicating decades of potential service life in harsh conditions.
What industries use anti-corrosion coatings the most?
Oil and gas leads with approximately 28.5% of market revenue, followed by marine, infrastructure, construction, and transportation sectors. Any industry with metal equipment exposed to moisture, chemicals, or weathering relies heavily on anti-corrosion protection.
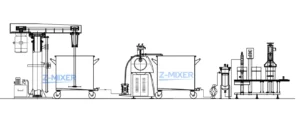
What equipment is needed for an anti-corrosion paint production line?
Essential equipment includes high-speed dispersers, bead mills for grinding, mixing tanks, automated filling machines, and quality control instruments. Application lines also need cleaning systems, coating applicators, curing ovens, and inspection equipment.
How much does corrosion cost industry each year?
In the United States alone, corrosion costs exceed USD 500 billion annually. Some estimates suggest over USD 1 trillion when including indirect costs like production losses and environmental cleanup. Globally, corrosion costs reach into the trillions across all industries.
Are anti-corrosion paints environmentally friendly?
Modern formulations increasingly focus on environmental performance. Low-VOC, waterborne, and powder coatings reduce harmful emissions. Additionally, newer technologies eliminate heavy metals like chromium and lead. While traditional solventborne coatings have environmental impacts, green alternatives are widely available.
How do I choose the right anti-corrosion paint system?
Selection depends on substrate type, environmental exposure, required service life, and budget. For harsh environments like marine or chemical processing, multi-coat epoxy/polyurethane systems are standard. Less demanding applications might use simpler alkyd or single-component systems to balance cost and performance.
How much does an anti-corrosion paint line cost?
An anti-corrosion paint production line typically costs between USD 100,000 for small batch systems (5,000 liters) to over USD 1 million for fully automated high-capacity lines (50,000 liters). The price depends on capacity, automation level, equipment quality, and included features. However, the investment often pays back within 2–3 years through improved efficiency and reduced waste.
What is the difference between batch and continuous anti-corrosion paint lines?
Batch lines produce paint in separate batches, offering flexibility for multiple products and color changes. They’re ideal for manufacturers with diverse product ranges. Continuous lines, like coil coating systems, operate non-stop and apply coatings to moving substrates. They deliver higher throughput but less flexibility. Most paint manufacturers use batch systems, while coil coating plants use continuous lines.
How long does it take to install an anti-corrosion paint line?
Installation typically takes 2–4 months depending on line complexity and facility readiness. This includes equipment delivery, installation, piping, electrical work, testing, and operator training. Smaller batch systems might install in 4–6 weeks, while large automated lines can take 4–6 months. Proper planning and site preparation before equipment arrival significantly reduces installation time.
What maintenance does an anti-corrosion paint line require?
Regular maintenance includes daily cleaning of mixing equipment, weekly inspection of seals and bearings, monthly calibration of sensors and instruments, and quarterly checks of motors and drives. Additionally, annual servicing should cover gearboxes, pumps, and safety systems. Proactive maintenance programs reduce downtime by approximately 27% and extend equipment life significantly.
Can existing paint production equipment be upgraded to make anti-corrosion coatings?
Yes, many existing paint lines can be upgraded or modified for anti-corrosion coating production. Key upgrades might include adding more powerful dispersers for better pigment grinding, installing high-shear mixers for tighter particle distribution, or adding quality control instruments. However, evaluate whether upgrading delivers better value than investing in purpose-built equipment designed specifically for anti-corrosion formulations.
What production capacity should I choose for my anti-corrosion paint line?
Choose capacity based on your projected annual volume plus 20–30% growth buffer. For example, if you plan to produce 500,000 liters annually working 250 days, you need 2,000 liters per day. With two batches daily, this requires 1,200–1,500 liter mixing tanks. Always consult with equipment suppliers who can help optimize capacity for your specific product mix and market demands.
Do anti-corrosion paint lines require special safety equipment?
Yes, safety is critical in paint manufacturing. Required safety equipment includes explosion-proof electrical systems for flammable solvents, proper ventilation and VOC abatement systems, emergency stop buttons and interlocks, fire suppression systems, spill containment areas, and personal protective equipment for operators. Additionally, facilities must comply with local fire codes and OSHA or equivalent workplace safety regulations.
What certifications should an anti-corrosion paint line have?
Look for equipment with CE certification (Europe), UL or CSA approval (North America), and ATEX certification for explosion-proof components if handling flammable materials. Additionally, ISO 9001 certification from the equipment manufacturer indicates quality management systems. Your facility may also need ISO 14001 for environmental management and ISO 45001 for occupational health and safety.
How energy-efficient are modern anti-corrosion paint lines?
Modern anti-corrosion paint lines are 20–30% more energy-efficient than older designs. Energy-saving features include variable-frequency drives on motors that adjust speed based on load, improved insulation on heated tanks, heat recovery systems that capture waste heat, and efficient LED lighting. Over a line’s 15-year lifespan, energy savings can offset 10–15% of the initial equipment cost.
Can I produce multiple coating types on one anti-corrosion paint line?
Yes, versatile anti-corrosion paint lines can produce multiple coating chemistries including epoxies, polyurethanes, alkyds, and waterborne formulations. However, this requires thorough cleaning procedures between different product types to prevent cross-contamination. Some manufacturers dedicate specific tanks to certain chemistries, while others use comprehensive cleaning protocols. Proper planning ensures efficient multi-product production.